Hohe Ersatzteilverfügbarkeit durch automatisierte Fertigung
Was im Jahr 1893 am GEA-Standort in Oelde mit dem Bau der ersten handbetriebenen Zentrifuge zur Trennung von Milch und Rahm begann, ist heute aus der modernen Industrie nicht mehr wegzudenken.

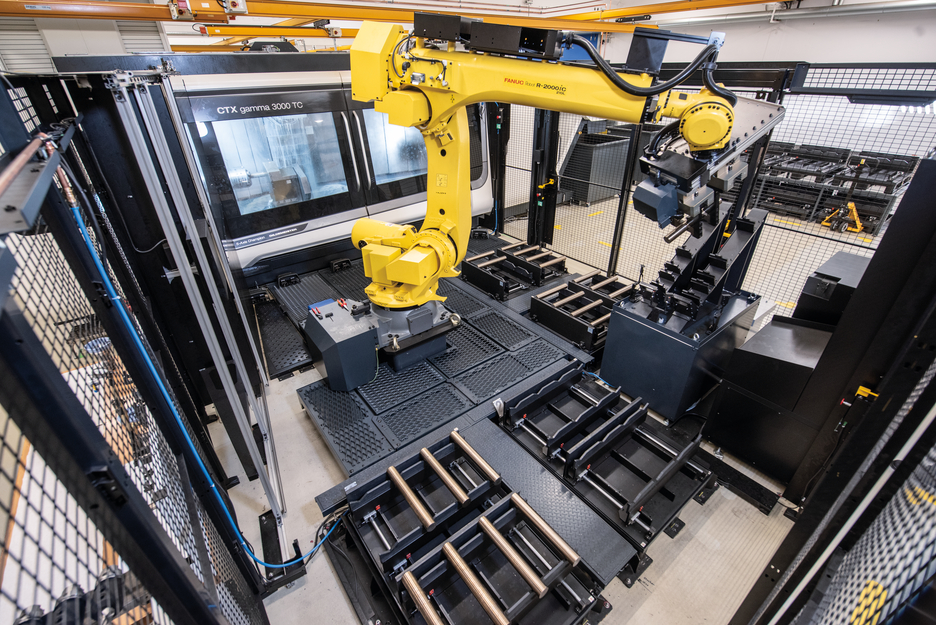
Ob Lebensmittel, Getränke, Arznei- und Impfstoffe, Chemie- und Marinetechnik oder sauberes Wasser: Überall dort, wo Flüssigkeiten verarbeitet werden müssen, ist ein Separator oder ein Dekanter das Herzstück der Produktionsanlage. Heute ist Oelde mit insgesamt 1.900 Beschäftigten GEAs weltweit größter Produktionsstandort. Von der Entwicklung bis zur finalen Abnahme entstehen hier pro Monat bis zu 120 Zentrifugalseparatoren. Eine hohe Produktivität und Qualität sichert der Zentrifugenbauer mit ebenso modernen Werkzeugmaschinen, darunter 15 Modelle von DMG MORI – von 5-Achs-Simultanbearbeitungszentren bis zum Dreh-Fräszentrum mit maximaler Prozessintegration. So fügt sich auch die jüngste Anschaffung perfekt in die zukunftsorientierte Produktion ein: Auf einer CTX gamma 3000 TC TC mit MATRIS-Roboter produziert die Antriebsfertigung Spindeln in unterschiedlichsten Variationen – inklusive Tieflochbohren, Schleifen und In-Prozess-Messen.



Vom Antrieb bis zur Trommel und ihrem Innenleben sind bis zu 500 Komponenten nötig, um einen der komplexen Zentrifugalseparatoren herzustellen. „Da die zu fertigenden Bauteile an die Applikation des Kunden angepasst sind, werden viele Bauteile in Losgröße 1 hergestellt, schließlich befinden wir uns im Spezialmaschinenbau“, gibt Dennis Hartmann, Head of Industrial Engineering in der BU Separators, eine Vorstellung vom Produktionsaufwand. Konsequente Prozessoptimierung ermöglicht eine wirtschaftliche Fertigung in dem traditionsreichen Werk. So verfügt die größte und modernste Halle in Oelde über ein automatisches Lager- und Transportsystem mit 5.000 Palettenplätzen. Die einzelnen Komponenten werden in einer effizient getakteten Fließmontage zusammengeführt. Auf 16 Prüfständen durchlaufen alle Separatoren nach dem Zusammenbau den praxisnahen Testbetrieb. „Ein weiterer wichtiger Teil unserer täglichen Arbeit ist die Versorgung unserer Kunden mit Ersatzteilen“, erklärt Dennis Hartmann. Die über 50 Vertriebs- und Servicegesellschaften der GEA ermitteln regelmäßig ihren Bedarf und beauftragen das Werk mit der Fertigung. So auch im Bereich der Antriebstechnik – dazu gehören sowohl Getriebe- und Riemenantriebe als auch (in der modernsten Version) integrierte Direktantriebe. „Die zugehörigen Komponenten fertigen wir in Losgrößen von bis zu 50 Teilen.“ Die Bearbeitung der komplexen und hochgenauen Spindeln umfassen beispielsweise neben dem Drehen und Fräsen auch das Tieflochbohren und Schleifen sowie bei manchen Varianten das Verzahnungsfräsen.

Zukunftsorientierte Ausrichtung in der Fertigung

„Unsere Philosophie, möglichst viele Prozesse zu integrieren und die Produktion zu automatisieren, haben wir 2023 in der Spindelfertigung umgesetzt“, blickt Dennis Hartmann auf den Kauf einer CTX gamma 3000 TC mit MATRIS-Roboter zurück. Nach guten Erfahrungen mit bereits installierten Werkzeugmaschinen von DMG MORI sind die Verantwortlichen in Oelde auch in diesem Fall erneut im Produktsortiment des Marktführers fündig geworden. „Das hohe Maß an Technologieintegration und die Automationslösung aus einer Hand haben im Marktvergleich den Ausschlag gegeben.“ Testbearbeitungen hätten ebenfalls überzeugt und auch die räumliche Nähe zu Bielefeld sei während des Projekts ein großer Vorteil gewesen. Ein weiterer Punkt fällt auf: Von der Prozessintegration und Automation über digitalisierte Abläufe bis hin zum nachhaltigen Wirtschaften verfolgt GEA genau das, was auch DMG MORI mit seiner Machining Transformation (MX) anstrebt – eine zukunftsorientierte Ausrich-tung der gesamten Fertigung.
6-seitiges Dreh-Fräsen, Tieflochbohren, Schleifen und In-Prozess-Messen

Mit der automatisierten CTX gamma 3000 TC hat GEA zum einen eine alte Maschine ersetzt und zum anderen die Spindelfertigung deutlich wirtschaftlicher gestaltet. „Zuvor waren Bearbeitungsschritte auf Fräsmaschinen, Drehzentren und einer Rundschleifmaschine erforderlich. Hinzu kamen noch die Liegezeiten“, erklärt Marcel Richter. Er und Patrick Wieder sind als Zerspanungsmechaniker für den Betrieb der Fertigungszelle zuständig. Ihre praktische Erfahrung ist in die Konzeption eingeflossen. Das Dreh-Fräszentrum für die 6-seitige Komplettbearbeitung integriert all die unterschiedlichen Prozesse inklusive des Schleifens in einem Arbeitsraum. „Das Ergebnis sind signifikant kürzere Durchlaufzeiten. Gleichzeitig können wir die anderen Maschinen besser auslasten“, zeigt sich Patrick Wieder zufrieden. Das In-Prozess-Messen entlaste zudem die Qualitätskontrolle. Abweichungen werden im Programm korrigiert, damit die Werte über die Charge konstant bleiben. „Mit einer Messzange können wir sogar den Werkzeugverschleiß automatisiert feststellen. Überschreitet der Ist-Wert den Soll-Wert, wird ein Schwesterwerkzeug eingewechselt.“
Optimale Ausstattung für eine prozesssichere und flexible Automation

Die Ausstattung der CTX gamma 3000 TC wurde so gewählt, dass eine zuverlässige und flexible Bearbeitung möglich ist. „Die Größe war erforderlich, weil wir bis zu 1.000 mm lange Spindeln bearbeiten. Für das Tieflochbohren benötigen wir ausreichend Verfahrweg in der X-Achse“, begründet Patrick Wieder die Modellwahl. Eine starke Kühlmittelpumpe verhindert Späneansammlungen, die den Prozess unterbrechen würden. Eine Besonderheit ist zudem ein separates Fach für übergroße Werkzeuge im rechten Teil des Arbeitsraums. „So können wir zum Beispiel den Schleifprozess mit größeren Scheiben durchführen, was Zeit spart und die Werkzeugkosten reduziert“, erklärt Marcel Richter. Der größte Vorteil bestehe natürlich in der vollständig automatisierten Fertigung ganzer Losgrößen. Das MATRIS-System wurde so konzipiert, dass es über vier Paletten bestückt wird. Der Roboter nimmt die Rohteile und richtet sie so aus, dass er sie in Spannfutter und Lünette korrekt einspannen kann. Die fertig bearbeiteten Teile werden schließlich wieder auf der Palette abgelegt.
Die enge Zusammenarbeit mit DMG MORI war auch im Bereich der Programmierung sichtbar. Mit Installation der CTX gamma 3000 TC war GEA am Standort Oelde auch ein Pilotkunde im Rahmen der Entwicklung von OP Workbench. „Die Software vereinfacht den Aufwand in der werkstattorientierten Programmierung erheblich“, beurteilt Marcel Richter den zeitlichen Mehrwert. „OP Workbench nutzt Masterprogramme, die wir um Einrichtungsparameter wie zum Beispiel die Länge des Spannfutters ergänzen. Bearbeitungssequenzen werden per Drag & Drop an die richtige Stelle des Programms gesetzt.“ Der daraus resultierende Operationsentwurf wird an die NC gesendet, wo der Anwender den G-Code des Werkstücks eingibt. Patrick Wieder sieht zudem einen Vorteil in der Darstellung: „Ein Split-Screen zeigt links die ausgeführten Operationen und rechts den dazugehörigen G-Code, während eine Live-Ansicht der Operationen, die an der Haupt- oder Gegenspindel ausgeführt werden, das Verständnis der Programme zusätzlich verbessert.“
Lösungsorientierte Zusammenarbeit über die gesamte Projektphase

Die Prozessoptimierung in Oelde ist ein kontinuierlicher Prozess, der auch bei künftigen Neuanschaffungen im Maschinenpark das zentrale Thema sein wird. „Ob als Ersatz für alte Maschinen oder im Rahmen von Technologieintegration – unsere Investitionen in die Fertigung sind immer innovationsgetrieben“, erläutert Dennis Hartmann die Motivation bei neuen Anschaffungen. „Vor allem bei großen Projekten, die sich, wie im Fall der CTX gamma 3000 TC, über einen Zeitraum von bis zu zwei Jahren erstrecken können, ist ein lösungsorientierter Partner wie DMG MORI eine große Unterstützung.“
GEA Westfalia Separator Group GmbH
Werner-Habig-Straße 1
59302 Oelde, Germany
www.gea.com/separation
Kontaktieren Sie unseren Ansprechpartner zu allen Themen rund um die DMG MORI Fachpresse.